معرفی کامل روش چاپ و تکثیر اچینگ (Etching) یا چاپ فلزی
معرفی کامل روش چاپ و تکثیر اچینگ (Etching) یا چاپ فلزی
اچینگ (Etching) به معنای سیاه قلم از لغت آلمانی "Atzen" به معنای خورده شدن یا تحلیل شدن یا "کم کم فاسد شدن" گرفته شده است. این کلمه عبارت از عملی است که طی آن طرح پیاده شده روی فلز به وسیله اسید خورده می شود. از این روش در چاپو تکثیر استفاده می شود.
صفحه فلزی نازک را که از این پس آن را پلیت (Plate) می نامیم به وسیله لایهای نازک از موم مقاوم در برابر اسید اندود کنید و طرح را به روی این لایه با یک قلم تیز بکشید. این لایه ورنی یا عایق نام دارد.
سپس پلیت را داخل محلول رقیق اسید قرار دهید اسید قسمتهای عایق نشده را میخورد یا به صورت دندانه دندانه در می آورد.
پس از این پلیت را پاک کرده و به مرکب چاپ آغشته نموده و همراه کاغذ مخصوص چاپ به زیر دستگاه پرس میفرستید و بدین ترتیب نمونه ای به دست می آورید.
در این مطلب از مطالب آموزشی مجموعه تخصصی چاپ و بسته بندی لوکس حمزه به بررسی نحوه آماده سازی پلیت برای چاپ خواهیم پرداخت، پس تا آخر این مطلب ارزشمند همراه ما باشید.

مقایسه مس و روی برای پلیت چاپی اچینگ
هر فلز ویژگی خاص خود را دارد مس فلزی است که برای چاپ اچینگ بهتر جواب میدهد فلز روی نرم تر است و هنگام استفاده در روشهای درای پوینت و آکواتینت ممکن است تعداد کمی چاپ خوب بدهد.
به دلیل نرمی فلز ،روی بافت هاشوری به شکل توده ای از سیاهی چاپ می.شود اما همان بافت بر روی مس پس از چاپ وضوح بیشتری دارد. مهمترین امتیاز روی بر مس ارزان تر بودن آن می باشد.
هر دو فلز را به صورت پرداخت شده و آماده میتوان در مناسبترین اندازه و ضخامت ۱/۵ الی ۲ میلی متر تهیه کرد. چون فلز روی ارزانتر از مس است برای تجربه و تمرین مناسبتر به نظر می.آید مخصوصاً وقتی ۱۰ تا ١٥ نمونه چاپ شده مورد نیاز باشد.
برش پلیت در اندازه های گوناگون چاپ اچینگ
اگر به اندازه های کوچک تر نیاز است پلیت را در جهت روبروی دستگاه به طوری که پشت پلیت در مقابل شما باشد در وضعیت ثابت قرار دهید با نوک یک فلز تیز مانند قلم فولادی درای پوینت یا قلم حکاکی روی خط مشخص شده بکشید تا بریده شود. مراقب سطح روی پلیت باشید تا خراشیده یا لکه دار نشود.
سوهان کاری لبه های پلیت برای چاپ فلزی
مراقب اثر انگشت هنگام کار باشید. همه لبه ها باید صیقلی و اریب .باشد سوهان کاری را با زاویه ای کمتر از ٤٥ درجه شروع کنید و به تدریج زاویه را افزایش دهید تا فقط یک لبه باریک در زیر باقی بماند.
پلیت را در جهت دیگر بچرخانید و به خاطر داشته باشید که همواره باید مراقب سطح روی پلیت باشید. قسمتهای تیز را به منظور رسیدن به لبه های منحنی شکل سوهان کاری نمایید با سوهان کشیدن به طرف زیر پلیت میتوان گوشه های مایل به دست آورد.
با یک قلم موی نرم براده های ناشی از سوهان کاری را دور کنید به طوری که سطح پلیت خراشیده نشود به ناچار برادهها پس از غوطه ور شدن پلیت در اسید دوباره به وجود میآیند قبل از شروع به چاپ دقت کنید تا براده ها باعث پاره شدن کاغذ نشود صرف نظر از نتیجه ورنی و خود، پلیتها به واقع آنچه نکته اصلی برای نشان دادن صفحات چاپ شده میباشد، مواد مراحل کار و احتیاط است.
احتیاط در مقابل غبار و آثار انگشت اغلب بیشتر از خود چاپ اهمیت دارد. اما کمترین احتمال ،آن راضی نبودن از نتیجه کار میباشد پس عاقلانه است برای داشتن نتیجه مثبت مراقب باشید. در مورد مواد با دقت کردن در انتخاب مواد هر نوع ماده ای که بتواند نتیجه مورد نظر را به دست آورد با این شرط که به پلیت یا ورنی صدمه نزند قابل استفاده است.
پیشنهاد مطالعه: فرایندها و روش های اصلی چاپ و بسته بندی 2023 + توضیح کامل
چگونگی پاک کردن پلیت
مواد :لازم ،آمونیاک سود سوزآور گل سفید (مل)، كاغذ خشک کن، دستمال
دو راه برای تمیز کردن وجود دارد:
- مل و آب مل
- محلول ضعيف سود سوزآور یا محلول آمونیاک
اگر از آمونیاک استفاده می.کنید مقدار کمی آمونیاک و به همان نسبت آب را به صورت محلول در آورید و با مل داخل یک پیاله مخلوط کنید تا به شکل خمیر درآید.
خمیر آماده شده را با یک تکه دستمال به روی تمام سطح پلیت .بمالید سپس پلیت را در زیر جریان آب که به طور یکنواخت بر تمام سطح آن جاری میباشد قرار دهید تا هیچ اثری از چربی خمیر بر سطح پلیت باقی نماند.

پلیت را با محلول مل و آمونیاک تمیز کنید، سپس پلیت را زیر جریان آب بشویید.
نباید هیچ خمیری به روی لبه یا پشت بلیت باقی مانده باشد؛ چرا که در مقاومت ورنى تأثیر نامطلوب خواهد گذاشت.
خشک کردن پلیت هم از طریق حرارت ملایم و هم با استفاده از کاغذ خشک کن میتواند انجام شود. اکنون در جابه جایی پلیت باید بیشتر مراقب اثر انگشت .بود. به طور کلی مس فلزی چرب میباشد و باید به آن توجه داشت.
چربی روی پلیت یکی از علل اصلی لکه های زننده میباشد علت پیدایش لکه زننده مربوط به زمانی است که ورنی به طور مناسب به پلیت نمیپیوندد و سبب میشود که اسید به آن قسمت از پلیت نفوذ کند.
با کاغذ خشک کن، پلیت را خشک کنید.
اندود کاری پلیت چاپ فلزی
مواد لازم: پلیت گرم، شعله دابر، غلتک، ورنی جامد، کاغذ خشک کن
مسئله عمده در استفاده از هر نوع ورنی مقاوم بودن در برابر اسید میباشد. دو نوع ورنی وجود دارد نرم و سخت.
ورنی نرم به هر چیزی که در مجاورت آن قرار بگیرد می پیوندد و روی زمینه پلیتی که به وسیله اسید خورده خواهد شد تأثیر می گذارد. کار خاص و نوع اجرای ورنی نرم میتواند در قسمتهایی از روش درای پوینت و یا روشهای دیگر مورد استفاده قرار بگیرد. هنگامی که لازم است مستقیم روی پلیت طراحی شود، دیگر ورنی نرم استفاده نمیشود بلکه برای این منظور از ورنى جامد استفاده خواهد شد.
ورنی جامد باید به طور کافی سخت باشد تا بتوان آن را در دست گرفت و همچنین مراقب باشید که ورنی به نوک قلم حکاکی نچسبد.
بهتر است که ورنی در زیر هر قلم به شکل ذرات ریز خرد شود. در همین زمان ورنی باید قابلیت ارتجاع کافی داشته باشد تا بدون لب پریدگی حرکت قلم به روی آن به نرمی میسر گردد.
این نوع ورنی را میتوانید در اشکال توپی بسازید یا خریداری کنید ساختن ورنی نسبت به خرید آماده آن فقط ارزان تر است و ورنی آماده اغلب رضایت بخش تر از نوع خانگی آن می باشد.
پیشنهاد مطالعه: اختراع و گسترس صنعت چاپ در جهان + سیر تکامل دستگاه های چاپ
مواد لازم: ورنی جامد ورنی مایع ورنی نرم و ورنی توپی شكل ورنی نرم و سخت و ورنی مایع ورنی مایع از نوع غلیظ را هم میتوان استفاده کرد.
دستور كامل روی بطری آن داده شده است و روشی نسبتا ساده میباشد بهر حال استفاده از ورنی مایع با یک تعداد مانع همراه است. بیشترین مانع زمانی است که میخواهید مازاد ورنی را به بطری برگردانید.
در هنگام جمع آوری ورنی به ناخالصی های آن توجه کنید از طرف دیگر پس از هر بار استفاده دور ریختن آن مقرون به صرفه نیست. استفاده از ورنی با گرم کردن پلیت عملی میشود. کمی ورنی را روی پلیت ذوب کنید و سطح پلیت را با یک لایه نازک از آن به وسیله غلتک یا دابر بپوشانید.
در استفاده از دابر مرکب با ضخامت بیشتری روی پلیت قرار میگیرد از آنجا که غلتک حفره ها را پر نمیکند و سطح یکنواخت نمیدهد استفاده از دایر ضروری است یک غلتک پلاستیکی نرم، راحت ترین وسیله برای این کار است و پلیت را با استفاده از یک صفحه داغ که شامل یک لوله گاز متحرک (شعله) در زیر است گرم نمایید. این صفحه آهنی بوده و به ابعاد ٥٠ ×٥٠ سانتی متر است.
صفحه داغ باید بزرگتر از پلیت باشد :
- برای اینکه پلیت بر اساس درجه حرارت منبسط می شود.
- اگر احتیاج باشد که ورنی بیشتر یا کمتر گرم شود میتوان پلیت را با سرعت به جلو و عقب برد و هماهنگی لازم را به دست آورد.
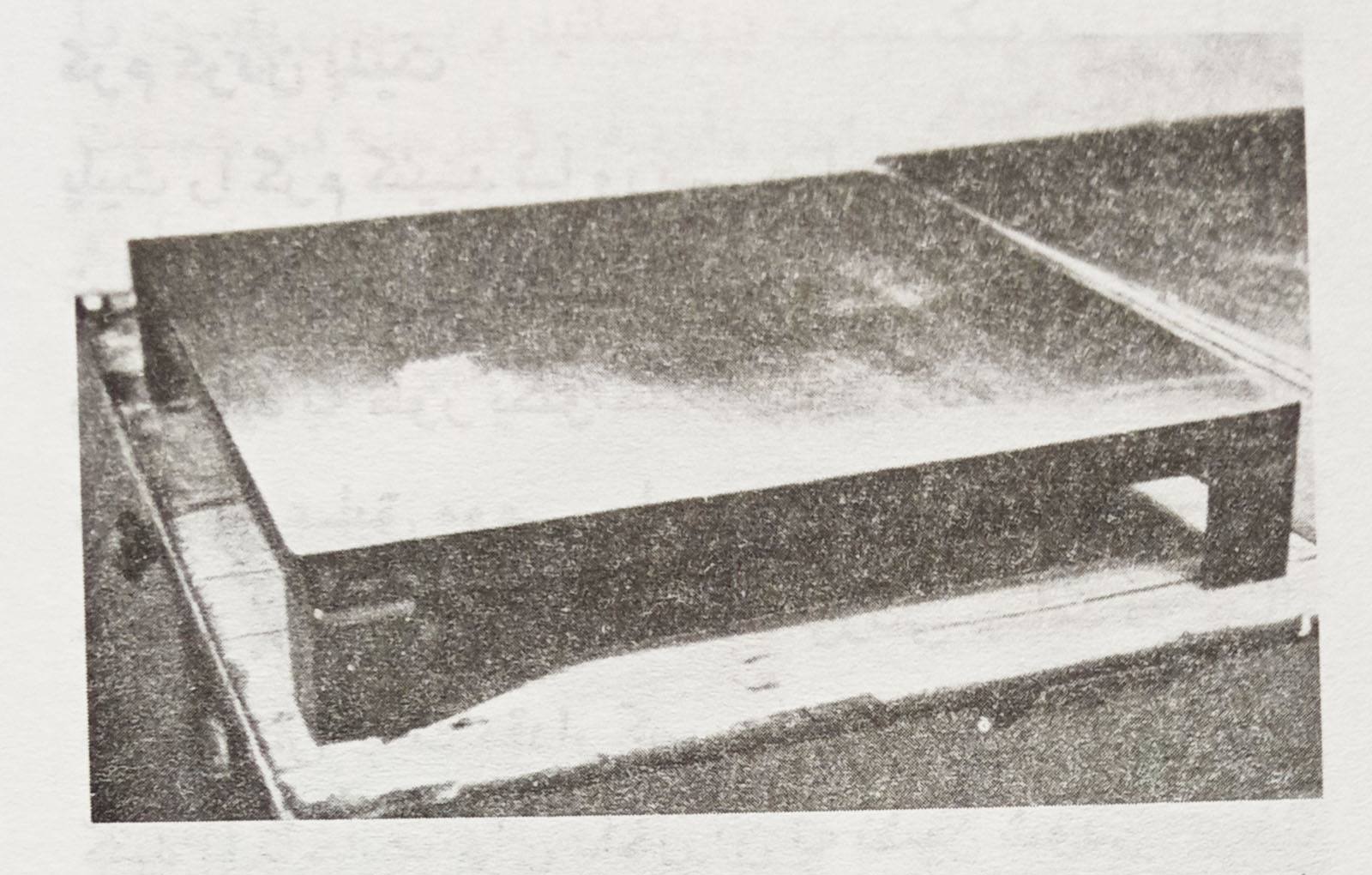
پلیت گرم: از زیر به وسیله شعله گاز گرم، و زمانی استفاده می شود که سطح پلیت را به ورنی یا مرکب چاپ آغشته می کنیم.
گرم کردن پلیت چاپی
پلیت را گرم کنید تا ورنی جامد اچینگ بال در تماس با آن ذوب شود. پلیت باید به طور یکنواخت حرارت داده شود. مقدار کمی از عایق مومی را روی پلیت ذوب کنید در مرحله پایانی ذوب شدن که ورنی جامد در حال درخشیدن است مقدار کمی عایق مومی به آن اضافه کنید تا ناخالصی های داخل آن ته نشین شود.
اگر پلیت بزرگ است لازم خواهد بود که سطح آن تقسیم بندی شود و روی هر قسمت کار شود. دقت کنید که هنگام اندود کردن پلیت به ورنی ذرات گرد و غبار روی آن نباشد زیرا ممکن است مانع از مقاومت طولانی پلیت در برابر اسید شود.
دابر
دابر را با یک حرکت راحت مچ استفاده کنید و ورنی را روی پلیت با سرعت ممکن بکشید.
ورنی باید با غلظت یکنواخت و سریع آورده شود. دوباره حرکت از مچ شروع میشود برای یکنواخت کردن بافت باقی مانده از دابر از یک گرمای ملایم استفاده کنید ورنی باید در این قسمت از کار شفاف باشد ولی جایز نیست مدت طولانی روی حرارت باقی بماند زیرا ممکن است بسوزد.
پیشنهاد مطالعه: کاغذ از چه الیافی تشکیل شده است؟ محاسبه وزن کاغذ، ضخامت و نکات مهم در برش کاغذ
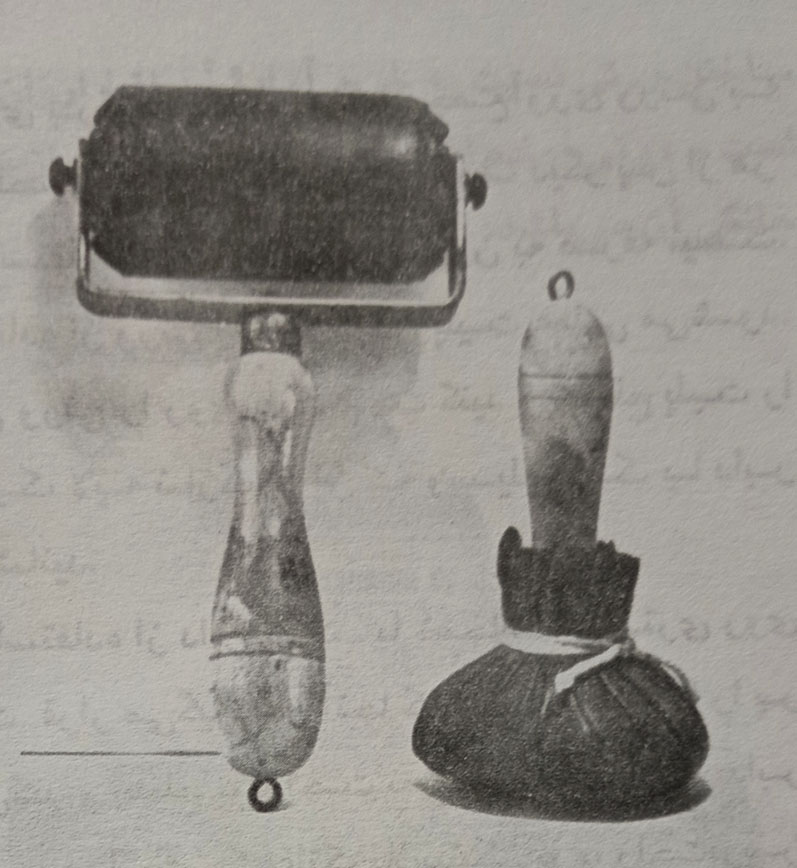
غلتک و دابر هر دو برای مسلح کردن ورنی استفاده می شوند.
در حالی که پلیت روی صفحه داغ، گرم می شود، ورنی را با فاصله 5 سانتی متر از هم روی آن قرار می دهیم.
دابر را در دست بگیرید و با حرکات مچ دست ورنی را به طور یکنواخت روی پلیت بکشید.
غلتک
اگر از غلتک استفاده میکنید ورنی را روی پلیت .بغلتانید در ابتدا غلتک ورنی را بر خواهد چید و سپس آن را روی سطح پلیت پخش خواهد کرد. اگر ورنی آهسته و با فشار غلتانده شود انبوه تر خواهد شد و حرکت غلتک سریع تر و راحت تر خواهد شد و سطح ورنی نازک می شود.
مطلب مفید دیگر: کاغذ سنگی
اگر ضخامت ورنی زیاد باشد شکننده میشود و داخل اسید خرد میشود و اگر ضخامت آن کم باشد اسید به داخل پلیت نفوذ می.کند بهتر است که ورنی در تمام جهات روی پلیت غلتانده شود یعنی تمام سطح را به صورت موازی غلتاندن به یک جهت بپوشانید و سپس پلیت را بگردانید و غلتک را در زاویه ۹۰ درجه در جهت دیگر بغلتانید. با قرار دادن نوک انگشت نزدیک لبه زیر پلیت میتوانید آن را به جلو و عقب برانید.
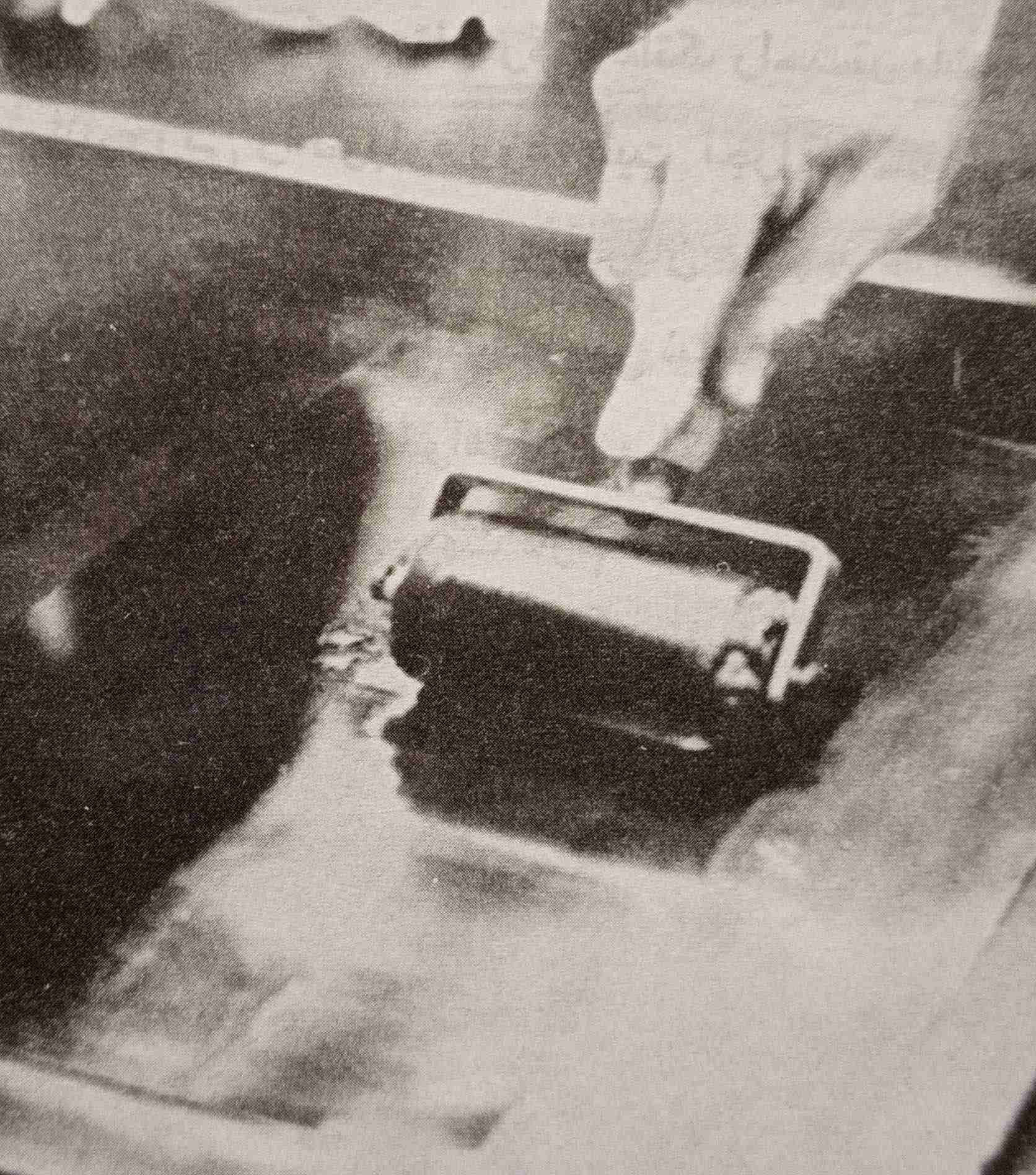
غلتک را روی پلیت بکشید و در جهات مختلف حرکت دهید.
ورنى كارى صحيح
نشانه اندود کاری درست این است که رنگ آن قهوه ای نیمه شفاف میشود که پوششی یکنواخت و نازک می باشد. در طی ،اجرا ورنی نباید بر اثر حرارت غلغل کند چرا که داغ شده و خوب به پلیت نمی چسبد. همچنین نباید چسبناک باشد زیرا در آن صورت به حد کافی گرم نشده و اثر غلتک را باقی خواهد گذاشت.
اگر چسبناک باشد لازم است که آن را دوباره گرم کنیم تا حرکت غلتک راحت تر باشد و بتواند ورنی را دوباره روی پلیت اجرا کند. مادامی که ورنی سوخته نشود این جریان هر چند دفعه که لازم باشد قابل اجرا است ورنی نباید بخار کند زیرا در مرحله سوختن خواهد بود و اسید به داخل آن نفوذ می کند و بدین جهت لازم است که پلیت پاک شود و یک ورنی جدید روی آن کشیده شود.
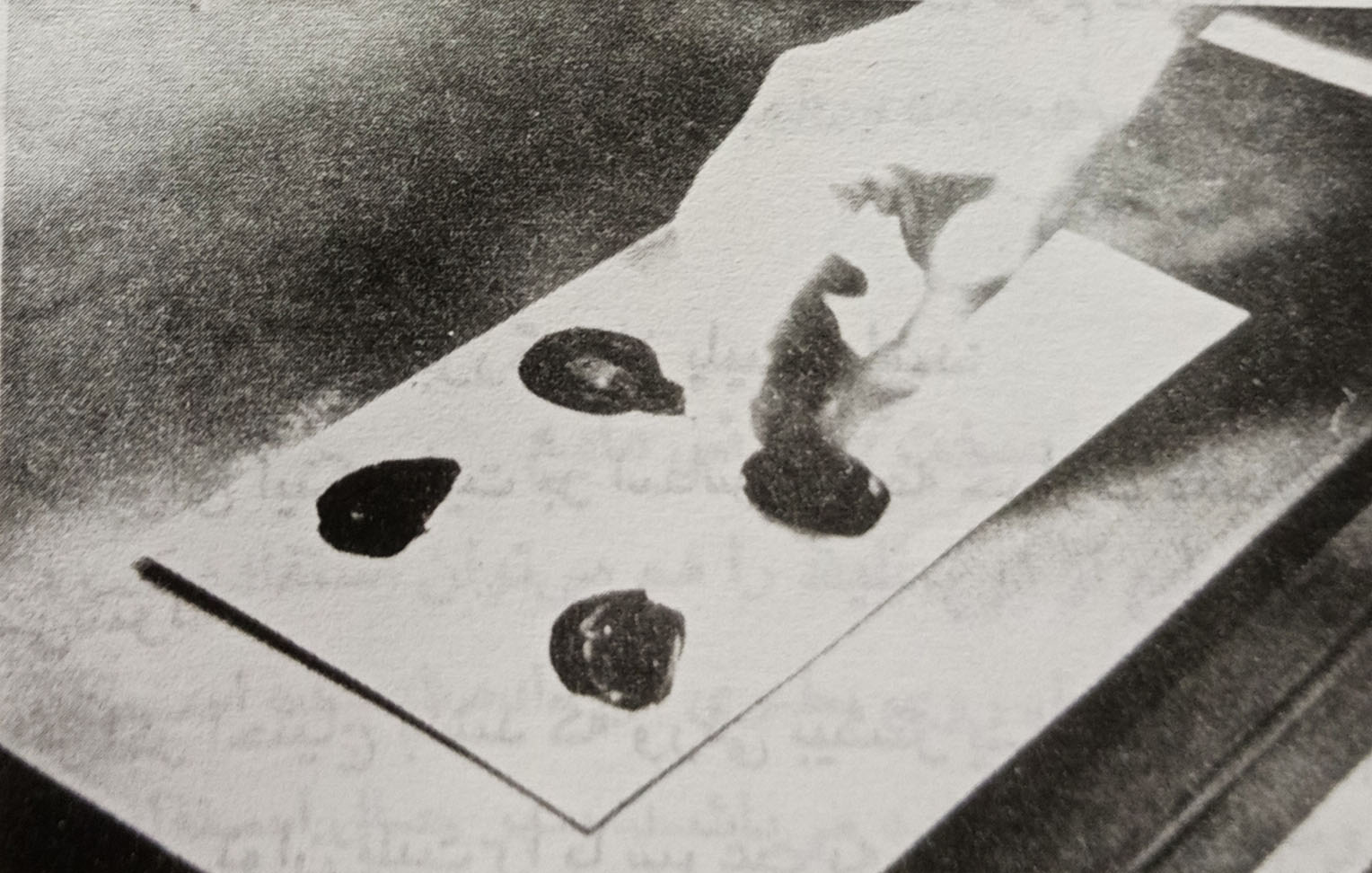
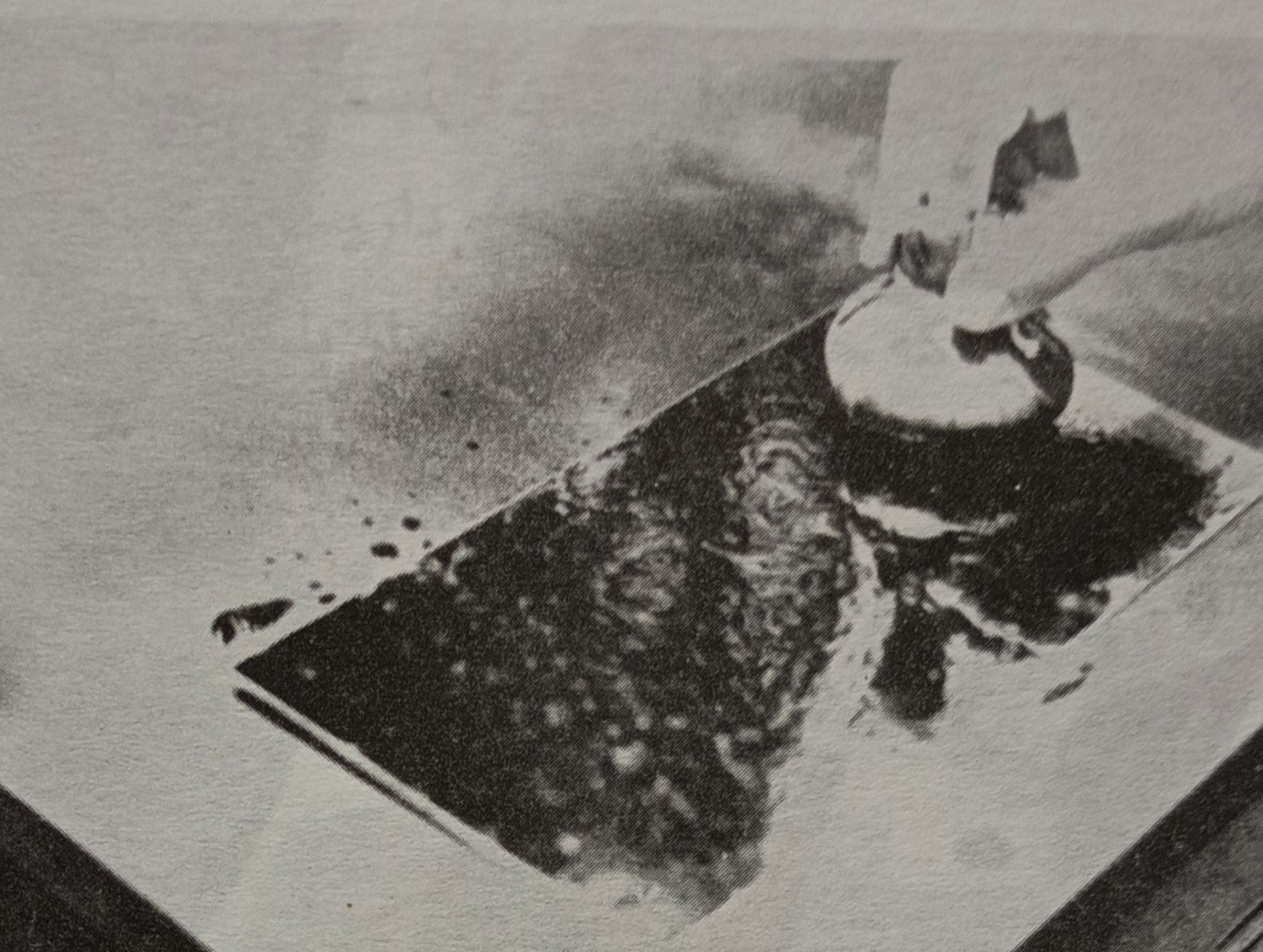
نمونه یک پلیت که بد اندود کاری شده است. در این حالت حبابها و لکه هایی روی پلیت دیده میشود که باعث می شوند اسید به داخل ورنی نفوذ کند. طریقه استفاده از یک ورنی مایع پلیت را ثابت نگه دارید و به ملایمت ورنی را روی پلیت بریزید.
پیشنهاد مطالعه: طراحی و توسعه صنعت کارتن سازی در جهان + مراحل تولید کارتن

نمونه یک پلیت که بد اندود کاری شده است. در این حالت حبابها و لکه هایی روی پلیت دیده می شود که باعث می شود اسید به داخل ورنی نفوذ کند.
طریقه استفاده از یکورنی مایع: پلیت را ثابت نگه دارید و به ملایمت ورنی را روی پلیت بریزید.
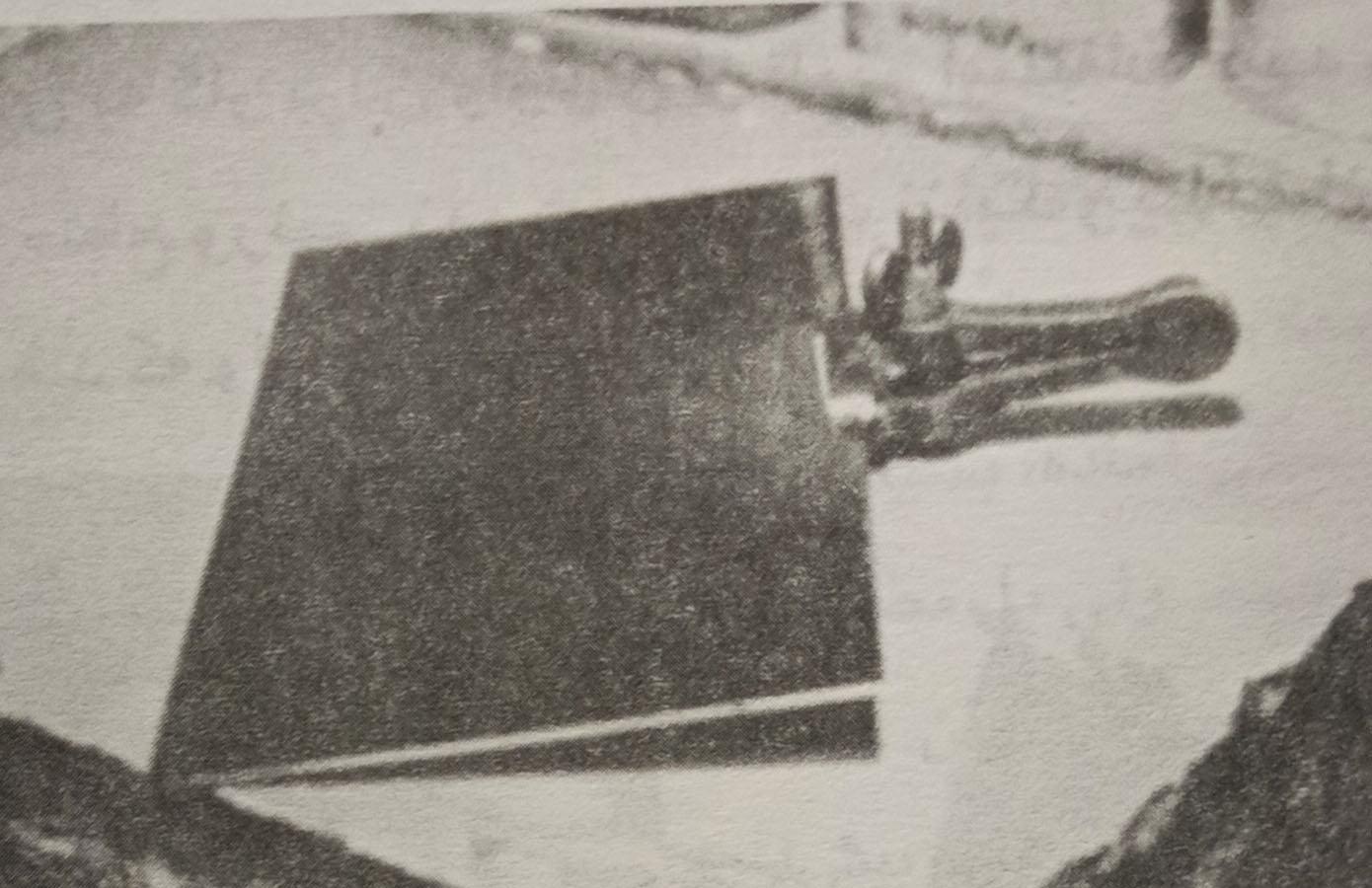
دوده دادن پلیت
مواد :لازم گیره دستی کاغذ خشک کن شمع مومی علت دوده دادن پلیت این است که دوده رنگ ورنی را تیره میکند و هنگامی که طرح به روی ورنی طراحی می،شود تضاد بیشتری بین فلز و ورنی باقی مانده ایجاد می.کند ،دوده بافت باقی مانده به وسیله غلتک را تخت و همچنین ورنی را تقویت می کند وقتی که پلیت هنوز گرم است دود دادن بهتر انجام می گیرد و پیوستن کربن را به ورنی خیلی خوب میسر میسازد وقتی که پلیت روی حرارت است با گیره دستی آن را نگاه دارید گیره را به جهتی بگیرید که حداکثر نگهداری از پلیت به عمل آید.
پیشنهاد مطالعه: برجسته سازی کاغذ با استفاده از روش چاپ اچینگ (اسیدی)
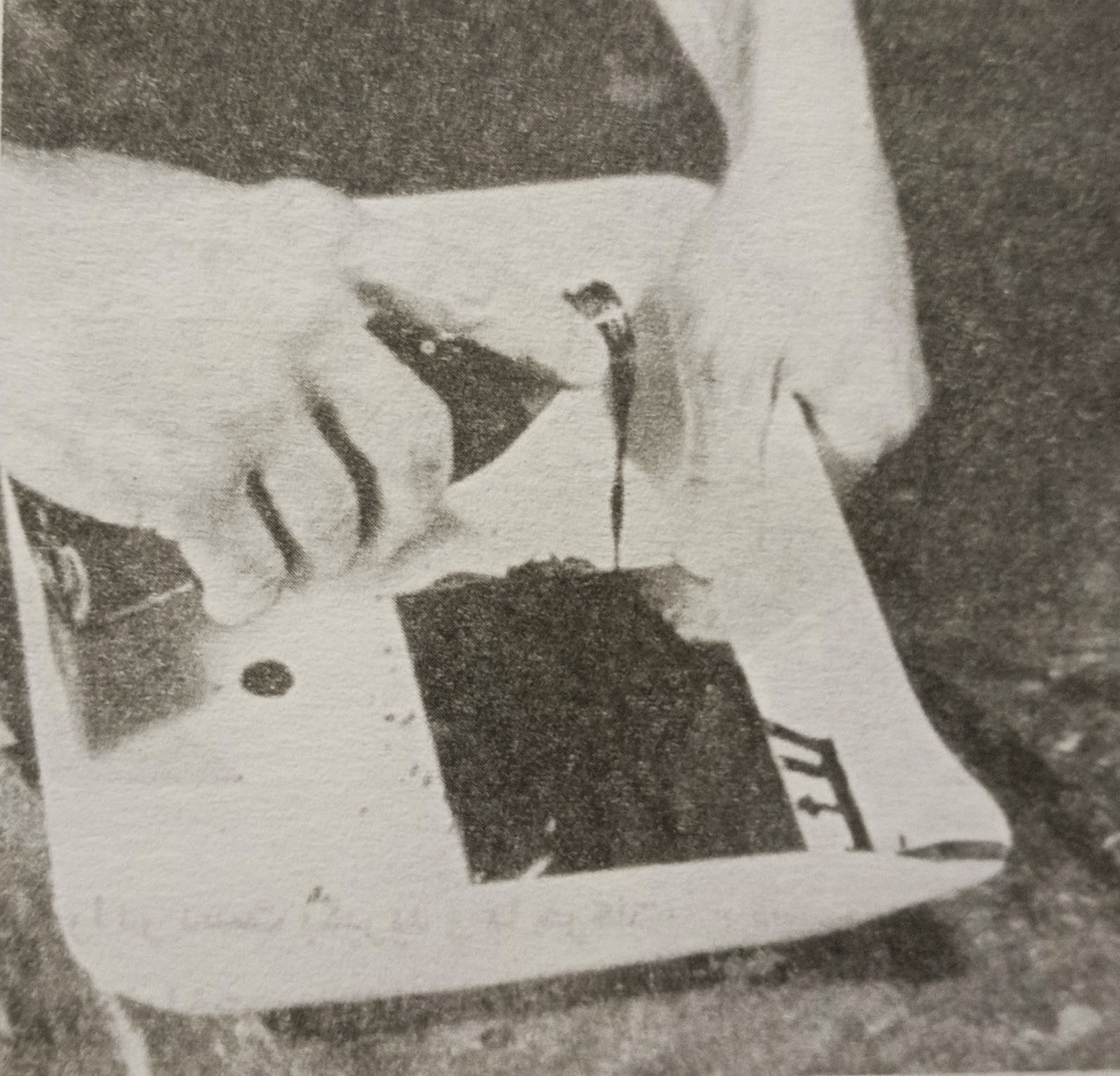
پلیت را با گیره دستی نگاه دارید و آن را در قسمت دهنه گیره با استفاده از کاغذ خشک کن مراقبت کنید.
پلیت را از لبه گیره با کاغذ خشک کن نگهدارید و سطح ورنی آن را به طرف پایین بگیرید و ورنی را با شمع مومی دود دهید. شعله باید زبانه بکشد در عین حال پیوسته در سراسر پلیت حرکت کند از سوختن ورنى جلوگیری کنید اگر شعله در یک مکان ثابت نگه داشته شود ورنی به راحتی خواهد سوخت؛ همچنین نباید اجازه داد که فتیله با زمینه تماس داشته باشد.
در طی این مراحل ورنی باید بطور درخشان برق بزند اما اگر بسوزد تاول زده و کدر خواهد شد.
شمع مومی هفت یا ده شمع مومی را با هم بپیجانید تا یک شعله واحد به دست آورید شمع ها را با آب گرم گرم کنید به طوری که آنها نرم شوند و نشکنند و به یکدیگر بچسبند.
برای دود دادن پلیت ان را با دستگیره دستی نگه دارید.
لازم است که بلیت به طور صحيح دود داده شود ولی در هر حال موقع سرد شدن ورنی مات خواهد شد. همچنین باید از چکیده شدن موم به داخل منبع حرارت ( هيتر ) جلوگیری کرد اگر بعد از دود دادن سطح پلیت کم رنگ بود باید دوباره آن را گرم کرد به طوری که موم دوده را جذب کند اگر کربن به قدر کافی جذب نشد هنگامی که ورنی سرد شد آن را پاک نمایید پلیت بزرگ کمی مشکل ایجاد میکند ولی این اشکال به آسانی حل میشود.
یک لبه از پلیت به وسیله نوار باریکی از چوب که محکم به دیواره متصل شده نگاه داشته میشود این قطعه چوب به لولا متصل شده است. بهتر است که پلیت را به ملایمت و به صورت مایل کنار دیواره یا جعبه قرار دهید و از نشستن غبار بر روی سطح آن جلوگیری کنید.
مجموعه تخصصی چاپ و بسته بندی حمزه
منبع: کتاب هنر چاپ دستی، تکنیکهای چاپ اچینگ
نظرات
ارسال نظر